Millenium Fibres
Paper by
Mr. Lav Ahuja
Final Year B.Text ( 2001-02
Batch ),
DKTE, Textile &
Engineering Institute, Ichalkaranji, India.
Fibre
Consumption Trend Towards New Millenium
Worldwide Fibre
Production Share By Fibre Type
1980
2000
![]()
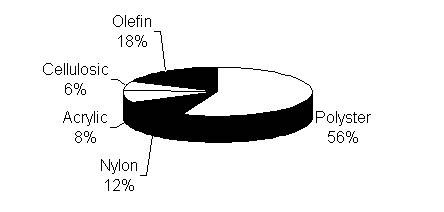
Ø
Man
Made Fibre Production is increasing tremendously
Ø
Polyester production share has moved
from 35% in 1980 to 56% in 2000, a 21% absolute share gain.
Ø
Olefin
share has grown from 7% in 1980 to 18% in 2000.
Ø
Cellulosic
fibre production share has been tremendously reduced from 22% in 1980 to just
6% in year 2000.
Ø
This
clearly indicates that Polyster and Olefin Fibres play major role in new
millennium.
Ø
But
the role of each fibre and its importance with respect to application can’t be
underestimated.
Major
Fibres Available,Their Characteristics
And Uses
|
Major Generic Fibers |
Characteristics |
Major Domestic and Industrial Uses |
|
Apparel: Blouses, dresses, and foundation garments. lingerie,
linings, shirts, slacks, sportswear. Fabrics: Brocade, crepe, double knits, faille, knitted jerseys,
lace, satin, taffeta, tricot. Home Furnishings: Draperies, upholstery. Other: Cigarette filters, fiberfill for pillows, quilted products |
|
|
Apparel: Dresses, infant wear, knitted garments, ski wear,
socks, sportswear, sweaters. Fabrics: Fleece and pile fabrics, face fabrics in bonded
fabrics, simulated furs., jerseys. Home Furnishings: Blankets. carpets, draperies, upholstery. Other: Auto tops, awnings, hand-knitting and craft yarns, industrial
and geotextile fabrics. |
|
|
Hot-gas filtration fabrics, protective
clothing, military helmets, protective vests, structural composites for
aircraft and boats, sailcloth, tires, ropes and cables, mechanical rubber
goods, marine and sporting goods. |
|
|
Uniform distribution of adhesive, Fiber
remains a part of structure and adds integrity, Customized sheath materials
to bond various materials, Wide range of bonding temperatures, Cleaner,
environmentally friendly (no effluent), Recyclable, Lamination / molding /
densification of composites. |
|
|
Dresses, slacks and coats. |
|
|
Apparel: Blouses, dresses,
foundation garments, hosiery, lingerie and underwear, raincoats, ski and snow
apparel, suits, windbreakers. Home Furnishings: Bedspreads,
carpets, draperies, curtains, upholstery. Other: Air hoses, conveyor and seat belts,
parachutes, racket strings, ropes and nets, sleeping bags, tarpaulins, tents,
thread, tire cord, geotextiles. |
|
|
Apparel: Pantyhose, underwear, knitted sports shirts, men's half
hose, men's knitted sportswear, sweaters. Home Furnishings: Carpet and carpet backing, slipcovers,
upholstery. Other: Dye nets, filter fabrics, laundry and sandbags,
geotextiles, automotive interiors, cordage, doll hair, industrial sewing
thread. |
|
|
Apparel: Blouses, shirts, career apparel, children's wear,
dresses, half hose, insulated garments, ties, lingerie and underwear,
permanent press garments, slacks, suits. Home Furnishings: Carpets, curtains, draperies, sheets and
pillow cases. Other: Fiberfill for various products, fire hose, power belting,
ropes and nets, tire cord, sail, V-belts. |
|
|
Apparel: Blouses, coats, dresses, jackets, lingerie, linings, millinery.
rainwear, slacks, sports shirts, sportswear, suits, ties, work clothes. Home Furnishings: Bedspreads, blankets, carpets, curtains, draperies, sheets,
slipcovers, tablecloths, upholstery. Other: Industrial products, medical,: surgical products, non-woven
products, tire cord. |
|
|
Articles (where stretch is desired): Athletic
apparel, bathing suits, delicate laces, foundation garments, golf jackets,
ski pants, slacks, support and surgical hose. |
Major
Fibre Producing Companies
|
Fibre Type |
Trade Names |
Manufacturer |
|
4 Different Trade Names |
||
|
16 Trade Names |
||
|
||
|
||
|
||
|
|
|
|
||
|
||
|
|
|
|
36 Different Trade Names |
||
|
42 Different Trade Names |
|
Fiber
Forms And Product Forms
1. Fibers are available in several
different forms. The most common forms used are:
Ø
Staple
Fiber –
filaments cut into specific lengths – usually spun into yarn
Ø
Chopped
Fiber –coarser,cut
to specific, often short, lengths to add to mixture
Ø
Monofilament
– a single (large) continuous filament
yarn – like fishing line
Ø
Multifilament – extruded continuously with many
filaments in the bundle.
2.These basic forms of fiber are then further
processed into one of four major converted forms.These converted forms can be
categorized into four groups:
Ø
Spun yarn
Ø
Knitted fabric
Ø
Woven fabric
Ø
Nonwoven fabric
2. Most
are familiar with yarn, woven and knitted fabrics. Nonwoven fabrics may be
another story. The most common types of nonwoven fabrics are – based on bonding
and manufacturingprocesses - are:
Ø
Needlefelts – the fibers are mechanically entangled with barbed
needles
Ø
Dry-laid – chemical or thermal bond – many different forms,
including
Ø
Direct formed - spunbond and melt-blown (may be further bonded or
combined)
Ø
Stitch Bond – sewn bond
Ø
Wet-laid – paper making process
Ø
Hydro-entangled (spunlace) – water jet entangled – mechanical bond
Many of the fibers are used in very similar end uses, but based on differences of specific properties, each fiber tends to find its own niche where it has an advantage over the others.
Newly
Invented Fibres – Properties and Applications
A.
Meta-aramid: Nomex® (DuPont),
TeijinConex®,
TeijinConex HT® (Teijin)
Ø Perhaps the best known and most widely used of the aramid fibers (Nomex is familiar to many), meta-aramids are best known for their combination of heat resistance and strength.
Ø
Meta-aramid fibers do not ignite, melt or drip; a major reason for
their success in the FR apparel market.
Ø
In comparison to commodity fibers, meta-aramids offer better long-term
retention of mechanical properties at elevated temperatures. Meta-aramids have
a relatively soft hand and tend to process very similarly to conventional
fibers, giving them a wide range of converted products. Meta-aramids are
available in a variety of forms, anti-stat, conductive, in blends (with other
high performance fibers), etc.
Ø TeijinConex HT high tenacity
type meta-aramid has significantly higher tensile strength of other
meta-aramids. This high strength allows it to bridge the gap between
meta-aramid and para-aramid fiber when strength is the primary concern.
|
M-aramid Properties |
Value |
|
Tenacity g/de |
3.8-7.2 |
|
Elongation (%) |
25-40 |
|
Limiting Oxygen
Index |
30 |
|
Chemical resistance
|
Mild-Good |
|
Operating
temperature |
4000
F |
Typical
Applications for Meta-Aramid Fabrics
Form |
Application |
|
Needlefelt |
·
Automotive ·
Business machine parts ·
Cushion material ·
Hot gas filtration ·
Safety & Protective clothing ·
Thermal
insulation ·
Thermal
spacers ·
|
|
Woven
fabric |
·
Hot gas filtration ·
Loudspeaker components ·
Reinforcement: composites and rubber ·
Safety & Protective clothing ·
Thermal insulation |
|
Wet-laid
nonwoven |
·
Business machine parts ·
Battery separators ·
Heat shields |
|
Dry
laid nonwoven |
·
Business machine parts ·
Electrical insulation ·
Heat shields ·
Hot gas filtration ·
Laminate support base ·
Thermal spacers |
|
Spunlace
nonwoven |
·
High
temperature filtration ·
Safety & Protective clothing ·
Laminate
support base |
B. Para-aramid: Kevlar® (DuPont),
Twaron® (Acordis), Technora® (Teijin)
Due to their highly
oriented rigid molecular structure, para-aramid fibers have high
Ø
tenacity, high tensile modulus and high
heat resistance.
Ø
Para-aramid fibers have similar operating
temperatures to meta-aramid fibers, but have 3 to 7 times higher strength
andmodulus, making them ideal for reinforcement and protective type
applications.
There
are two types of para-oriented aramid fibers:
Ø Homo-polymer - Kevlar and
Twaron
Ø
Co-polymer
– Technora
Ø
Although para-aramids are high in
strength, there is some problem with chemical resistance.
Ø
Homopolymer para-aramids have relatively weak resistance to strong
acids andbases. Kevlar and Twaron, for instance, cannot be bleached with
chlorine and are often notapproved for food handling in protective gloves.
Ø
The fine surface structure of Technora
copolymer allows it to have much higher chemical resistance. Kevlar has new forms
with increased strength and improved properties.
Ø
Co-polymer para-aramids have advantages
with increased abrasion resistance and steamresistance – useful properties in
many protective applications.
Typical
properties of para-aramids are as follows:
|
Properties |
Value |
|
Tenacity g/de |
22 - 26 |
|
Modulus g/de |
460 -1100 |
|
Elongation (%) |
2.4 – 4.4 |
|
Limiting Oxygen
Index |
25 - 28 |
|
Chemical resistance
|
Mild - Good |
|
Operating
temperature |
375 |
B. Para-aramid: Kevlar® (DuPont),
Twaron® (Acordis), Technora® (Teijin)
Continued…
Ø Para-aramids are often blended with other fibers to impart some of their high strength properties to the blend or mix.
Ø A 60/40 blend of Kevlar and PBI, is the most widely used material for firemen’s premium turn out coats.
Ø The Kevlar helps overcome some of the “textile”deficiencies (processing, strength) in the PBI; the PBI’s softness, moisture regain, and high temperature properties improves the performance characteristics of the Kevlar.
Applications
:
Form |
Application |
|
Needlefelt |
·
Cushion material ·
Safety and protective clothing ·
Thermal insulation ·
Thermal barriers |
|
Woven
fabric |
·
Reinforcement: composites and rubber ·
Sporting goods ·
Thermal insulation ·
Mechanical rubber goods ·
Safety and protective clothing ·
Ballistic application |
|
Wet-laid
nonwoven |
·
Friction materials ·
Heat shields |
|
Yarn |
·
Reinforcement:
composites and rubber ·
Sewing thread ·
Ropes
and cables ·
Safety and protective clothing (sewing thread) |
C. Fluorocarbon fibers
(PTFE) : Teflon® (duPont), Toyoflon® (Toray)
Ø
PTFE
(polytetrafluoroethylene) fibers offer a unique blend of chemical and
temperature resistance, coupled with a low friction coefficient.
Ø
PTFE is
virtually chemically inert, and is able to withstand exposure to extremely
harsh environments.
Ø The coefficient of friction for PTFE, the lowest of all fibers, makes the fiber suitable for a wide range of applications such as bearing replacement material and release material when stickiness is a concern.
Ø The fiber’s low friction coefficient, as well as their low tensile strength, makes PTFE fibers difficult to process, and difficult to blend with other fibers. PTFE sewing thread is ideal for a number of PC and harsh applications. The material is also made into breathable, porous membranes laminated to fabrics for protective uses.
The following properties area typical of PTFE materials
|
PTFE Properties |
Value |
|
Tenacity g/de |
2 |
|
Elongation (%) |
25 |
|
Limiting Oxygen
Index |
95 |
|
Chemical resistance
|
Excellent |
|
Friction
Coefficient |
0.2 |
|
Operating
temperature |
500 |
Applications
Form
|
Application |
|
Needlefelt |
|
|
Woven fabric |
|
|
Wet-laid nonwoven |
|
|
Membrances |
|
|
Yarn |
Sewing
thread |
|
Monofilament |
|
D. PBI: PBI (Celanese)
Ø Polybenzimidazole is an organic fiber with
excellent thermal resistant properties and a good hand.
Ø PBI
does not burn in air and does not melt or drip. The high LOI coupled with its
good chemical resistance and good moisture regain make PBI an excellent fiber
for fire blocking end uses such as safety and protective clothing and flame
retardant fabrics.
Ø Its
physical properties are relatively low, but PBI is processed onmost types of
textile equipment.
Ø It
blends well with other materials such as carbon and aramid fibers and is most
often done for performance reasons as well as cost. PBI has had significant
success in the fireman's apparel market where, blended in a 60/40 para-aramid/PBI
mixture, it has become the standard “premium” material.
Ø PBI’s
characteristic gold color blends well with other materials for a pleasing
appearance. Its main drawback is its very high price – over $70 per pound.
Properties
|
PBI Properties |
Value |
|
Tenacity g/de |
2.7 |
|
Modulus g/de |
32 |
|
Elongation (%) |
29 |
|
Limiting Oxygen
Index |
41 |
|
Chemical resistance
|
Good - Excellent |
|
Operating
temperature (OF) |
482 |
Typical Applications
|
Form |
Application |
Needle Felt
|
·
Thermal insulation ·
Safety and protective ·
Fire blocking |
|
Woven Fabric |
·
Thermal insulation ·
Safety and protective clothing |
E. Carbon Fiber: PAN
(polyacrylonitrile) and Pitch based
Ø There
are different categories of carbon fibers based on modulus, tensile strength,
and final heat treatment temperature.
Ø In the carbonization process, temperature exposures range from 10000 C to 20000 C, each different level of exposure creating a different property for the fiber.
Ø For example, high-modulus type is processed at 20000 C, 15000 C for high strength type, and 10000 C for low modulus and low strength type.
Ø The main carbon fibers are made from polyacrylonitrile (PAN) based and pitch based, and are well known for their composite ,reinforcement and heat resistant end uses.
Properties
|
Properties |
PAN |
PITCH |
|
Tenacity g/de |
18 – 70 |
14 - 30 |
|
Modulus g/de |
1640 –
3850 |
1000 – 5850 |
|
Elongation (%) |
0.4 –
2.4 |
0.2 – 1.3 |
|
Continues operating
temperature |
570-1000 |
570-1000 |
Allpications
Form |
Application |
Woven Fabric
|
·
Aircraft and aerospace ·
Automotive ·
Sports & recreational equipment ·
Marine ·
General engineering |
|
Yarn / Fibre |
·
Reinforcement composites and rubber ·
Filtration |
F. Glass
Ø Glass is an inorganic fiber,
which is neither oriented nor crystalline.
Ø Glass fibers were one of the
first “man-made” fibers, commercialized in the late 30’s.
Ø Widely used as insulation
(glass batts in home insulation and industrial insulation in mats and fabric
form).
Ø It is widely used in
reinforcing thermoplastic composites in products from circuit boards to boat
hulls. High temperature filtration is another high volume use.
Ø The ingredients normally
used in making glass fibers are: silicon dioxide, calcium oxide, aluminum
oxide, baron oxide, plus a few other metal oxides.
Glass
types:
A - Alkali-containing glass composition.
AR - Alkali-resistant for reinforcing cement.
C - Chemically-resistant glass composition.
E - Standard uses, this composition has high
electrical resistance.
HS - Magnesium-alumina-silica glass. High
strength.
S - Composition similar to HS glass.
The following chart is representative of the
properties of various glass fibers.
|
Properties |
E-glass |
AR-Glass |
S-glass |
|
Tenacity g/de |
35 |
45 |
35 |
Modulus g/de
|
524 |
1250 |
620 |
|
Elongation (%) |
4.8 |
2 |
5.4 |
|
Refractive Index |
1.547 |
1.561 |
- |
|
Density (g/cm3
) |
2.57 |
2.68 |
2.46 |
|
Coefficient of thermal expansion (107 0C) |
50 – 52 |
75 |
23 – 27 |
|
Dielectric(1010Hz) Constant |
6.1 – 6.3 |
-- |
-- |
Glass Fibre Applications
|
Form |
Application |
Needle Felt
|
·
Aircraft and aerospace ·
Cushion material ·
Filtration ·
Thermal insulation and ·
Acoustic insulation |
|
Woven Fabric |
·
Automotive ·
Filtration ·
Reinforcement - plastic/rubber/cement ·
Thermal insulation ·
Printed circuit boards - electrical |
G. High Density
Polyethylene - HDPE: Spectra® (Honeywell), Dyneema® (Dyneema)
Ø
HDPE fibers offer strength similar to that of para-aramids.
Ø Developed in Japan by
Dyneema, and known throughout the world as Dyneema, except in the US where the
process is licensed to AlliedSignal and is known as Spectra.
Ø Light in weight, the fiber
has a specific gravity of less than 1, tough yet lighweight products can be
made, including rope and cordage that floats as well as soft and semi-rigid
body armor and in cut resistant materials such as gloves that are lighter than
competitors, reducing fatigue in use.
Ø In addition to high tenacity, HDPE fibers have very good abrasion resistance and excellent chemical and electrical resistance.
Ø HDPE fibers are inherently
“slick” and difficult to adhere to, a drawback in some areas but not of concern
in others.
Ø
They can be bleached and sterilized and used for food handling gloves,
among others.
Ø
The HDPE fibers have low melting points, however, so their continuous
operation temperature is a relatively low.
|
HDPE Properties |
Value |
|
Tenacity g/de |
30 |
|
Modulus g/de |
1400 |
|
Elongation (%) |
3 |
|
Chemical resistance
|
Excellent |
|
Operating
temperature (OF) |
250 |
Applications
|
Form |
Application |
Yarns
|
·
Marine
ropes and cordage ·
Sail
cloth |
|
Woven Fabric |
·
Marine ·
Safety
and protective products
|
Conclusion
q
Innovation
is the hallmark of the fibre industry.
q
Fibres more
numerous and diverse than any found in nature are now routinely created in the
industry's laboratories.
q
The
revolutionary new fibers are modified to offer greater comfort, provide flame
resistance, reduce clinging, release soil, achieve greater whiteness, special
dullness or luster, easier dyeability, and better blending qualities with
Endless Possibilities.
q
These
innovations in fibres made it possible that Textiles are now being used in Each
and Every Industry.
q
As they
always have, fibers continue to mean, “life made better”.
-----------------------------------------------------------------------------------------------------