Hairiness of
Cotton Yarns
Measurement of hairiness
With regard to the quantitative assessment, the
usual methods followed are:
* Photo-electric measurements of yarn diameters at wide and narrow slit widths;
* Determination of the ratio of photo-electric diameter to the projected diameter;
* Microscopic counting of the number of protruding fiber ends per unit length;
* Singeing under controlled conditions; and
* Electrostatic methods based on electric conductivity of a length of yarn.
? ? Zweigle yarn Hairiness Tester gives individually the number of protruding hairs in twelve
different length groups namely, 1,2,3,4,6,8,10,12,15,18, 21 and 25 mm. The results are
presented in the from of a histogram, and also as numerical representation of frequency
distribution.
? ? At the end of each test the instrument automatically (with the help of a built- in
microprocessor) converts the twelve possible results into one numerical value called Hairiness
Index.
? ? Shirley Hairiness Meter (S H M), has the provision to count the frequency of hairs at any
length between 1 to 10 mm.
Factors affecting
Yarn hairiness
* Torsion rigidity of the fibers is the most important single property affecting yarn hairiness;
Other factors are :-
1. Flexural rigidity
2. Fiber length
3. Fiber fineness.
* The proportion of fiber ends that protrude from the yarn surface, counted microscopically
has been found to be about 31% of the actual number of ends present in the yarn.
* The length of hair increase with short fibers and higher micronaire/denier of fiber.
* Protruding loops account for about 2/3 and protruding ends about 1/3 of the hairiness of
yarns.
* The number of fiber ends on the yarn surface remains fairly constant; the number of looped
fibers reduces in number and length on increasing twist.
* The effect of an increase fiber length reduces the content of longer fibers in the surface
hairiness zone.
* The majority of fiber ends projecting from the yarn surface are the trailing ends of fibers.
* Sorter length group fibers in cotton preferentially protrude from the yarn surface.
Effect of
processing Factors
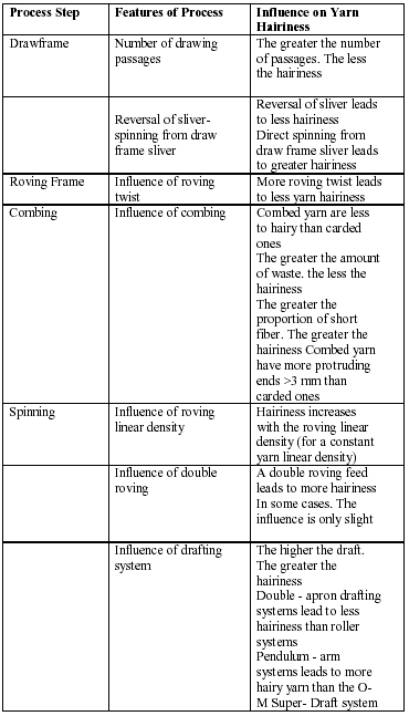
1. Higher draft – more hairiness. Higher drafts mean coarser hanks for the same count, and
thicker roving give rise to a high degree of fiber spread between the rollers. During
twisting they are likely to protrude from or remain on the periphery of the yarn.
2. Drafting waves increase hairiness. Irregularity arising from drafting waves increases with
increasing draft. Yarn hairiness also may be accepted to increase with yarn irregularity,
because fibers protruding from the yarn surface are more numerous at the thickest and least
twisted parts of the yarn.
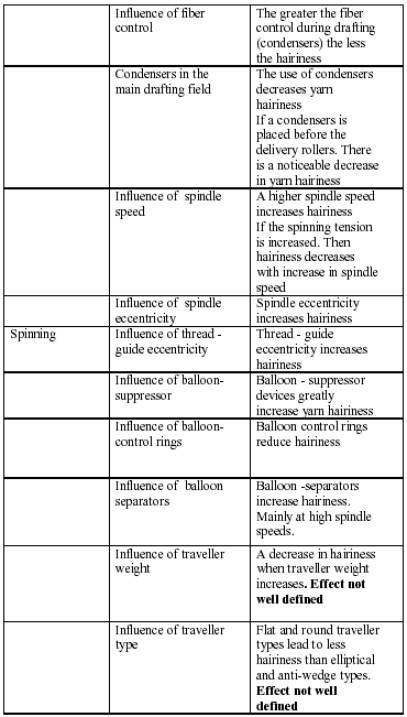
3. Higher spindle speed – high hairiness. When yarns are spun at different spindle speed,
the centrifugal force acting on fibers in the spinning zone will increase in proportion to the
square of the spindle speed, causing the fibers ends as they are emerging from the front
rollers to be deflected from the yarn surface to a greater extent. Further, at high spindle
speed, the shearing action of the traveller on the yarn is likely to become great enough to
partially detach or raise the fibers from the body of the yarn. As against the above factors,
at higher spindle speeds the tension in the yarn will increase in proportion to the square of
the spindle speed, and consequently more twist will run back to the roller nip, so that it is
natural to expect that better binding of the fibers will be achieved. The increase in hairiness
noticed in the results suggests that the forces involved in raising fibers from the yarn
surface are greater than those tending to incorporate them within the body of the yarn at
higher spindle speeds.
4. Heavier traveler- less hairiness. The reduced hairiness of yarns at higher traveller
weights can be explained by the combined effect of tension and twist distribution in the
yarn at the time of spinning. The spindle speed remains constant, but the tension in the yarn
will increase with increasing traveller weight, and better binding of the fibers would be
expected.
5. Double end feed-slightly more hairiness. In majority of cases, the yarns spun with
double-end feed are more hairy than those spun from single ends, but this may be partly
due to the higher drafts necessitated when spinning from two ends of the same hank roving,
for hairiness increases with draft, It will be noticed that in general the double-end yarn are
more hairy than single-end yarns, although the differences are small and statistically not
significant. Therefore it may be safely assumed that the increased hairiness of double-end
yarns cannot be entirely due to draft, but must be partly due to the greater number of
marginal fibers in double-end drafting.
6. Parallel fibers-less hairiness. The improvement of yarn quality on combing is mainly
ascribed to the reduction in the number of short fiber improvement in length
characteristics, and fiber parallelization. There is a marked difference in hairiness of the
carded yarn and the combed yarns, even with a comber loss of only 5%, but the effect on
hairiness of increasing the percentage of comber waste is less marked. Combing even at
low percentage waste causes a marked drop in hairiness relative to that of the carded yarn.
? ? In the case of combed cotton yarns the average value of hairiness decreases with
increase in count, whereas in the case of polyester/ viscose blend yarns the hairiness
increases with increase in count. In the case of polyester/ cotton blend yarns trend is
not clear.
7. Modern drafting/Use of condensers- less hairiness. The type of drafting system used in
spinning may be expected to influence yarn properties, The reason for the superiority of
modern drafting systems may be that the fibers are controlled in the drafting zones by a
series of the condensers (or guides).In both these system, condensers are placed inside the
drafting field i.e. ,between the aprons and front rollers, to retain the flanking fibers within
the body of the fiber mass being drafted.
8. Sliver to yarn spinning-less hairiness. Sliver-to-yarn systems gave less hairy yarns than
the others; this is due to the use of Condensers in the drafting zone.
9. Condensers at speed frames- less hairy yarn. It would be expected that best size of
orifice should be related to the count. Clearly the use of condensers restricts the marginal
fibers, and this no doubt accounts for the reduction in hairiness. It may be pointed out in
this connection that this principle has been employed most successfully on two-zone highdraft
speed frames and on ring frames where exceptionally high drafts are used.
10. High twist at roving- less hairiness. Increasing the twist in the roving is another way of
increasing the compactness of the roving and reducing the fiber spread under the pressure
of the rollers.
11. Smaller roving package-less hairiness. Yarn hairiness decreases with decrease in roving
(doff) size, and yarn spun from front row of roving bobbins is more hairy and variable as
compare to that spun from back row of rowing bobbins. It may be noted that though the
trends are consistent yet the differences are non-significant:
12. Mixed roving-more hairiness variability. As far as possible mix-up of roving bobbins
from different speed frames may be avoided,
13. Separator plate-more hairiness. The friction of the balloning yarn against the separators
may cause fibers to be raised from the body of they are with consequent increase in
hairiness. The danger of traveller flutter also may be increased. Separator plates are
responsible for a significant increase in hairiness,
14. Higher draft before ring frame-less hairiness. There is a gradual reduction of hairiness
with increase in draft. In other word, as the fiber parallelization increases hairiness
decreases. Reversing the card sliver before the first drawing head causes a reduction in
hairiness, the effect being similar to that resulting from the inclusion of an extra passage of
drawing.
15. Mixing different length cottons-No substantial gain in hairiness. Although the hairiness
of a yarn could be reduced to some extent by the addition of a longer and finer cotton to the
blend. The extent of reduction is not proportional to the percentage of the longer and finer
component. This is probably due to the preferential migration of the coarser and shorter
component, which has longer protruding ends, from the yarn body. The addition of wastes
to the mixing increases the yarn hairiness; the effect of adding comber waste is greater than
that of adding soft waste.
16. Blending-not a solution to hairiness. The blended yarns are rather more hairy than
expected from the hairiness of the components; a result similar to that found in cotton
blends. This may be due to the preferential migration of the shorter cotton fibers; a count of
the number of protruding ends of both types of fiber shows that there is more cotton fiber
ends than expected, although the difference is not very
great.
---------
Effect of
different processes on Hairiness
By, Mr. Lav Ahuja , Final MMTT, (01-02 batch ), DKTE, mail me at : lavahuja@hotmail.com , And to submit your paper mail us at textilepapers@indiatimes.com .